Unite DE Alumi
ユニテ DE アルミ
2021.05.06
溶接 その2
今回は、以前ご紹介しました溶接についてその2です。
弊社では、TIG溶接だけではなくMIG溶接という溶接方法も取り扱っております。
MIG溶接とは、(Metal Inert Gas)の略であり、溶接のうち、シールドガスに不活性ガ
スのみを使い、溶接ワイヤーが溶加材溶接のための材料として、自動的母材に送り込
れ、棒の先端と母材との間にアークを行い、そのまま溶融して溶接する方式です。
下記に、イラストと写真を添付します。


次に、MIG溶接の特徴を記載します。
①溶接の仕上がりが綺麗
MIG溶接の最大の特徴として、仕上がりが綺麗というメリットがあります。
溶接の仕上り外観は溶接工法によって差があり、その差は主にスパッタ(溶接時に飛
散した金属粉が接合部周辺に固化して残る現象)の発生程度にあります。
このため、MIG溶接は高い外観品質が求められるモノで選ばれる工法です。
②溶接が素早く・母材への負荷が少ない
TIG溶接が溶接棒を使用し手動で溶接を行うのに対し、MIG溶接は溶接機に内蔵され
ている溶接ワイヤーが自動供給される為、溶接速度が速く、シールドガスによって
大気と遮断された状態で溶接作業が行われます。そのため空気中の酸素の影響を受け
ず溶接を行うことができ、熱の発生も局所的ですので、母材に対してのストレスが
少なくて済むというメリットがあります。
③薄板溶接に適している
薄板の溶接は、溶接を行うだけでなく、溶接後の歪みをいかに少なくするかも重要
です。溶接による歪みが発生するメカニズムは、様々な要因がありますが、
大きな要因となってくるのは、母材に対して必要以上に熱を加えることにあると
考えられています。
接合部を溶融させる為に熱を入れると母材が膨張し、その後、溶接が終わって冷え
てくると逆に母材が縮小して元に戻ろうとし、母材の膨張・収縮が発生するという
ことがあります。溶接をしていない部分に関しても発生する膨張・収縮に差が発生
するので、最終的に歪みが出てしまいます。
MIG溶接では、半自動的に溶接を素早く行うことが出来、必要以上に熱を加える事
もなく溶接を行える為、母材の歪みが少なくなるので、薄板の溶接に適していると
言えます。
最後に、溶接の様子をご紹介致します。
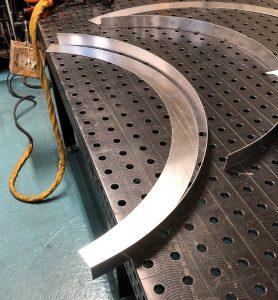
上記の薄板アルミR板を溶接していきます。

溶接機を使用し、仮付けを行っていきます。
Rのついた薄板なのでMIG溶接を行うのに適しています。
歪みによるR寸法が変わらない様に、素早く溶接を行っていきます。

本付け・拭き上げが完了しました。
最後にコーキング材で隙間を埋めて完成となります。
弊社にて行っている溶接について2回目のご紹介をしました。
製作の難しい薄板のR製品の溶接も行っており、お力になれると思いますので
ご一報いただければ幸いです。
最後まで読んでいただきありがとうございました。
アーカイブ
- 2024年1月
- 2023年9月
- 2023年6月
- 2023年5月
- 2023年2月
- 2023年1月
- 2022年10月
- 2022年7月
- 2022年4月
- 2022年3月
- 2022年1月
- 2021年12月
- 2021年11月
- 2021年8月
- 2021年7月
- 2021年5月
- 2021年1月
- 2020年10月
- 2020年6月
- 2020年3月
- 2020年1月
- 2019年10月
- 2019年9月
- 2019年8月
- 2019年6月
- 2019年4月
- 2019年3月
- 2019年2月
- 2019年1月
- 2018年12月
- 2018年11月
- 2018年9月
- 2018年8月
- 2018年7月
- 2018年6月
- 2018年5月
- 2018年4月
- 2018年3月
- 2018年2月
- 2018年1月
- 2017年12月
- 2017年11月
- 2017年10月
- 2017年9月
- 2017年6月
お電話でのお問い合わせはこちら
東京営業所 営業時間:平日9:00〜17:00
048-931-1251